

聯系電話:13950054212
+
 微信號:這個位置寫微信號
微信號:這個位置寫微信號

微信號:這個位置寫微信號





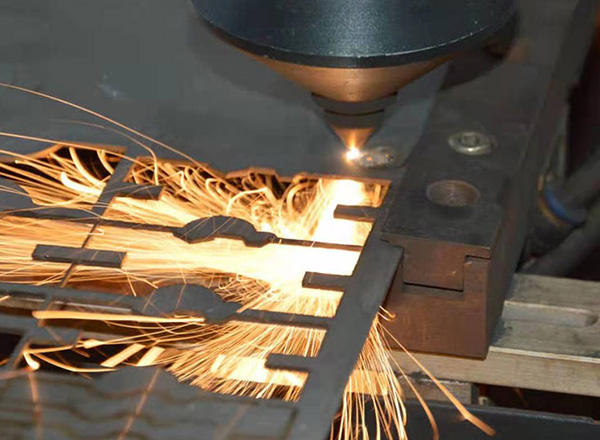
鈑金激光切割加工運用的技術是很強大的
來源:m.11324.cn 發布時間:2022年02月23日
泉州鈑金激光切割加工運用十分普遍,加上與激光制造技術分成宏觀經濟解決和維吾爾族納米加工兩類;無論金屬或是是非金屬便是一些或高成分原材料全是可以開展生產加工,激光切割,激光焊接,激光淬火,激光堆積和鋁合金和一系列完善的技術。

光潔表面的主要問題是梁的完善和廢氣的運用。在加工靠譜性層面,環路可以等長,那樣可以減少相對孔徑的轉變,進而維持同樣的光點和相對孔徑。
一、噴嘴選型
噴嘴直徑大小決定了進入切口的氣流形狀、氣體擴散面積、氣體流速,從而影響了熔融物去除、切割穩定情況。進入切口的氣流量大、速度快、工件在氣流中的位置恰當,噴射去除熔融物的能力越強。不銹鋼越厚,噴嘴應使用越大,氣壓設置越高,壓力和流量應同時滿足才能切割出正常斷面效果。
二、頻率調試
頻率變化對不銹鋼厚板切割的影響:頻率從500-200Hz范圍減小,切割斷面效果變細膩,分層慢慢改善,頻率設置到100Hz時,無法切割,反藍光。通過頻率的改變,找出叫佳頻率范圍。為確保較佳切割斷面,必須確保脈沖次數與單脈沖能量匹配。
三、占空比調試
占空比變化對不銹鋼厚板切割的影響:占空比53%是臨界值,繼續降低占空比,下表面出現未切透痕跡,占空比增大到60%,斷面變粗糙,分層明顯,切割表面發黃。
鈑金激光切割加工在近十年來,汽車工業的發展和問世的一種新的激光加工技術--激光加工智能機器人技術。電阻點焊頭尺寸。焊接件的人體尺寸提升,電焊焊接品質不穩定,生產率不高。激光焊接。由于梁規格不大,焊接尺寸低于5倍,因而大重量降低容積,減少產品成本。
光潔表面的主要問題是梁的完善和廢氣的運用。在加工靠譜性層面,環路可以等長,那樣可以減少相對孔徑的轉變,進而維持同樣的光點和相對孔徑。
一、噴嘴選型
噴嘴直徑大小決定了進入切口的氣流形狀、氣體擴散面積、氣體流速,從而影響了熔融物去除、切割穩定情況。進入切口的氣流量大、速度快、工件在氣流中的位置恰當,噴射去除熔融物的能力越強。不銹鋼越厚,噴嘴應使用越大,氣壓設置越高,壓力和流量應同時滿足才能切割出正常斷面效果。
二、頻率調試
頻率變化對不銹鋼厚板切割的影響:頻率從500-200Hz范圍減小,切割斷面效果變細膩,分層慢慢改善,頻率設置到100Hz時,無法切割,反藍光。通過頻率的改變,找出叫佳頻率范圍。為確保較佳切割斷面,必須確保脈沖次數與單脈沖能量匹配。
三、占空比調試
占空比變化對不銹鋼厚板切割的影響:占空比53%是臨界值,繼續降低占空比,下表面出現未切透痕跡,占空比增大到60%,斷面變粗糙,分層明顯,切割表面發黃。
鈑金激光切割加工在近十年來,汽車工業的發展和問世的一種新的激光加工技術--激光加工智能機器人技術。電阻點焊頭尺寸。焊接件的人體尺寸提升,電焊焊接品質不穩定,生產率不高。激光焊接。由于梁規格不大,焊接尺寸低于5倍,因而大重量降低容積,減少產品成本。








 添加微信
添加微信
 電話咨詢
電話咨詢
