

聯(lián)系電話:13950054212
+
 微信號:這個位置寫微信號
微信號:這個位置寫微信號

微信號:這個位置寫微信號





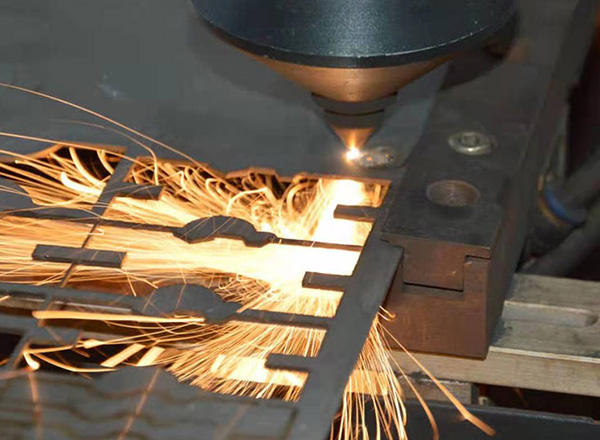
為什么那么早就實現(xiàn)了福建鈑金加工切割
來源:m.11324.cn 發(fā)布時間:2022年02月12日
福建鈑金加工切割是激光材料加工技術(shù)中早實現(xiàn)實用化的激光技術(shù)。鈑金車間中激光打孔一般采用的是脈沖激光,能量密度較高,時間較短,可以加工1μm的小孔,特別適用于加工具有一定角度和材料較薄的小孔,還適合加工強(qiáng)度硬度較高或較脆較軟材料的零件上的深小孔和微小孔。

鈑金加工切割時候的注意事項:焊接是要將各工件連接起來,整合為一個整體,所以其加工結(jié)果要達(dá)到牢固、平整,同時要確保無虛焊、夾渣、氣孔、堆積、變形等缺陷,因為出現(xiàn)這些缺憾對工件的裝配造成影響。因此,在焊接后要將影響到裝配及外觀的部分必須打磨平整,確保鈑金加工切割完整性與美觀性。
鈑金加工切割成形工藝的設(shè)計涉及很多因素,如模具尺寸、毛坯形狀、板料厚度、壓邊力、拉延筋抗力、摩擦、潤滑等等。 鈑金屬板材加工叫鈑金加工切割。具體譬如利用板材制作煙囪、鐵桶、油箱油壺、通風(fēng)管道、彎頭大小頭、天園地方、漏斗形等,主要工序是剪切、折彎扣邊、彎曲成型、焊接、鉚接等,需要一定幾何知識。
1.展開方式要合,要便利節(jié)省材料及加工性
2.合理選擇間隙及包邊方式,T=2.0以下問隙0.2,T=2-3問隙0.5,包邊方式采用長邊包短邊(門板類)
3.合理考慮公差外形尺寸:負(fù)差走到底,正差走一半;孔形尺寸:正差走到底,負(fù)差走一半。
4.毛刺方向
5.抽牙、壓鉚、撕裂、沖凸點(diǎn)(包),等位置方向,畫出剖視圖
6.核對材質(zhì),板厚,以板厚公差
7.特殊角度,折彎角內(nèi)半徑(一般R=0.5)要試折而定展開
鈑金加工切割部件的加工步驟為:產(chǎn)品前期試驗、產(chǎn)品加工試制和產(chǎn)品批量的生產(chǎn)。在產(chǎn)品加工試制步驟時,應(yīng)及時與顧客溝通聯(lián)系,得到相應(yīng)加工的評價之后,再進(jìn)行產(chǎn)品批量的生產(chǎn)。
鈑金加工切割時候的注意事項:焊接是要將各工件連接起來,整合為一個整體,所以其加工結(jié)果要達(dá)到牢固、平整,同時要確保無虛焊、夾渣、氣孔、堆積、變形等缺陷,因為出現(xiàn)這些缺憾對工件的裝配造成影響。因此,在焊接后要將影響到裝配及外觀的部分必須打磨平整,確保鈑金加工切割完整性與美觀性。
鈑金加工切割成形工藝的設(shè)計涉及很多因素,如模具尺寸、毛坯形狀、板料厚度、壓邊力、拉延筋抗力、摩擦、潤滑等等。 鈑金屬板材加工叫鈑金加工切割。具體譬如利用板材制作煙囪、鐵桶、油箱油壺、通風(fēng)管道、彎頭大小頭、天園地方、漏斗形等,主要工序是剪切、折彎扣邊、彎曲成型、焊接、鉚接等,需要一定幾何知識。
1.展開方式要合,要便利節(jié)省材料及加工性
2.合理選擇間隙及包邊方式,T=2.0以下問隙0.2,T=2-3問隙0.5,包邊方式采用長邊包短邊(門板類)
3.合理考慮公差外形尺寸:負(fù)差走到底,正差走一半;孔形尺寸:正差走到底,負(fù)差走一半。
4.毛刺方向
5.抽牙、壓鉚、撕裂、沖凸點(diǎn)(包),等位置方向,畫出剖視圖
6.核對材質(zhì),板厚,以板厚公差
7.特殊角度,折彎角內(nèi)半徑(一般R=0.5)要試折而定展開
鈑金加工切割部件的加工步驟為:產(chǎn)品前期試驗、產(chǎn)品加工試制和產(chǎn)品批量的生產(chǎn)。在產(chǎn)品加工試制步驟時,應(yīng)及時與顧客溝通聯(lián)系,得到相應(yīng)加工的評價之后,再進(jìn)行產(chǎn)品批量的生產(chǎn)。
上一條:
福州鈑金激光切割加工廠切割的工件變形的原因是什么?
下一條:
為什么鈑金激光切割加工屬于較為輕便的








 添加微信
添加微信
 電話咨詢
電話咨詢
